| Welcome to Proplastex Industries Inc. |

|
|
|
"Our goal is to supply product that will maximize your profitability through better design, quality and timely delivery!"
|
|
Phone (519) 766-4365 Fax (519) 766-1051
530 Southgate Drive, Guelph, Ontario, Canada, N1G 4P5
prosales@proplastex.com
|
|
What is Plastic Extrusion?Source: http://en.wikipedia.org:80/wiki/Plastics_extrusionPlastics extrusion is a high volume manufacturing process in which raw plastic material is melted and formed into a continuous profile. Extrusion produces items such as pipe/tubing, weather stripping, window frames, plastic sheeting, adhesive tape and wire insulation. Process Overview
In the extrusion of plastics, raw thermoplastic material in the form of small beads (called resin in the industry) is gravity fed from a top mounted hopper into the barrel of the extruder. Additives such as colorants and UV inhibitors (also in pellet form) are often used and can be mixed into the resin prior to arriving at the hopper. 
Thorough mixing of the molten plastic occurs during its journey down the barrel. There are many different screw designs, some made to enhance mixing with special ridges in the middle section of the screw to cause turbulent flow. 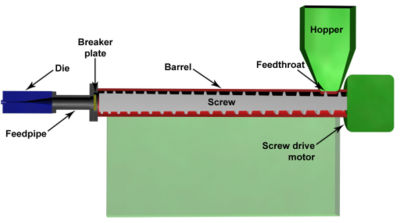
The product must now be cooled and this is usually achieved by pulling the extrudate through a water bath. Plastics are very good thermal insulators and are therefore difficult to cool quickly. Compared with steel, plastic conducts its heat away 2000 times more slowly. In a tube or pipe extrusion line, a sealed water bath is acted upon by a carefully controlled vacuum to keep the newly formed and still molten tube or pipe from collapsing. For products such as plastic sheeting, the cooling is achieved by pulling through a set of cooling rolls. At Proplastex we specialize in Custom Profile Plastic Extrusion, below is an overview of Plastic extrusion of various types:Blown Film ExtrusionThe manufacture of plastic film for products such as shopping bags is achieved using a blown film line. This process is the same as a regular extrusion process up until the die. The die is an upright cylinder with a circular opening similar to a pipe die. The diameter can be a few centimetres to more than three metres across. The molten plastic is pulled upwards from the die by a pair of nip rolls high above the die (4 metres to 20 metres or more depending on the amount of cooling required). In the centre of the die is an air outlet from which compressed air can be forced into the centre of the extruded circular profile, creating a bubble. This expands the extruded circular cross section by some ratio (a multiple of the die diameter), thus decreasing the wall thickness. This ratio, called the .blow-up ratio. can be just a few percent to 200 percent of the original diameter. The nip rolls flatten the bubble into a double layer of film who.s width (called the .layflat.) is equal to ½ the circumference of the bubble. This film can then be spooled or printed on, cut into shapes, and heat sealed into bags or other items. Overjacketing ExtrusionIn a wire coating process, the bare wire is pulled through the center of a die similar to a tubing die. Usually, a plasticized PVC material is extruded around the wire. Essentially, an insulated wire is a thin walled tube which has been formed around a bare wire. Tubing ExtrusionPlastic tubing, such as drinking straws, is manufactured by pushing molten polymer through a die of the desired profile shape (square, round, triangular). Hollow sections are usually extruded by placing a pin or mandrel inside of the die, and in some cases positive pressure is applied to the internal cavities through the pin. |
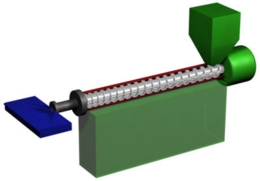 [Plastic extruder with barrel cut open to show the screw.] |

|